
Cutting Machine Repair, Inc.
Specializing in Waterjet, Plasma and Oxy Machine Repairs and Machine Retrofits
We have the site upgrade mostly complete with just a few bugs we are working on.
Cutting Machine Repair, Inc.
Specializing in Waterjet, Plasma and Oxy Machine Repairs and Machine Retrofits
We have the site upgrade mostly complete with just a few bugs we are working on.
Some of these pictures have been cropped to fit. PLEASE CLICK ON PICTURES TO SEE THEM FULL SIZE.

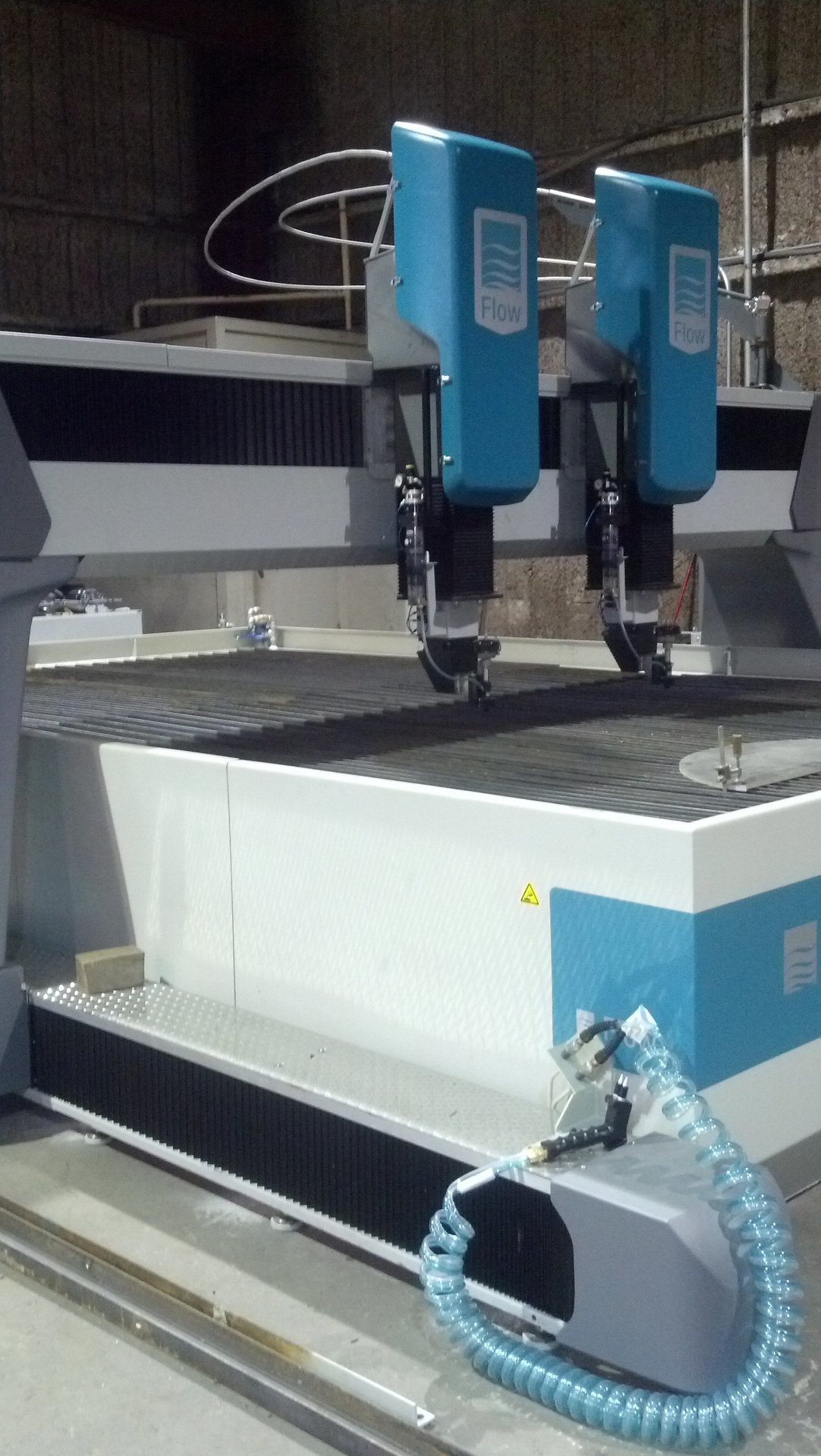

Flow Mach 4C (Pentajet) 3m x 5m with duak heads, 100 HP dual intensifier, 94,000 PSI Hyperjet pump. Each head has its own motor, auto park feature and auto spacing.
Flow Mach 4C XD (Pentajet) 5 axis cutting head, 2m x 4 m cutting envelope, 100 HP deal intensifier 94,000 PSI Hyperjet pump.
Some of these pictures have been cropped to fit. PLEASE CLICK ON PICTURES TO SEE THEM FULL SIZE.


Flow WMC II 4m x 8m cutting envelope with Dynamic head and 10oHP Hyperjet 94,000 PSI intensifier pump. The rail axis is rack and pinion because it is too long for a ballscrew. It was built by the advanced systems group and we had an "expert" hand with specialized equipment for the installation of this machine.
Flow Mach 4C (Pentajet) 3m x 7m cutting envelope with a Dynamic head for taper control. The catcher tank is a modular system and came in 4 sections. This machine also has an Ebbco abrasive removal system.
Some of these pictures have been cropped to fit. PLEASE CLICK ON PICTURES TO SEE THEM FULL SIZE.



Customer had electrician do some wiring in the control cabinet and they had BIG screw drivers. They had no business changing wires on the motor starter but tore it up big time and broke the terminal. The wire went to the bypass contactor to run all voltage around the soft start after the motor was up to speed. Customer had an issue with his pump stopping at random. The soft start was over heating since it was not bypassing voltage. I was able to repair the board instead of having to replace the soft start. Saved the customer $1500-$2000. Always have a qualified person using the proper tools! Preventable!
This is the end support for a Flow WMC Ballscrew. All four bolts were completely backed out and the other end was half way backed out. Customer complaint was out of tolerance circles and an intermittent bang on one side of machine when running a rapid speed. Pulled the bellows back and pushed on end truck and noticed the entire ballscrew moved. Found the loose ends, tightened all bolts and re-calibrated squareness and cutting head. The machine had to have come like this from the factory. Preventable!
Ceramic plungers from a Flow Hyplex pump. These are not extremely bad but should never be put back into the pump. Preventable. This customer just ran the pump too long with out calling me in for maintenance. Now it cost him 3 plungers, 3 seal carriers, 3 sets of seals, plus normal upgrade kit. Opted to do a major rebuild. Always do recommended maintenance on your pump at the scheduled number of hours! Preventable in some cases!



Motor coupling from a Flow 50iS Intensifier pump. Customer complained of noise. Pulled it apart and all fingers broken off and insert was destroyed. Not preventable, this does happen. Customer did ask if they could still run the machine like this. Told him he was lucky it was running at all. NO YOU CANNOT RUN LIKE THIS!!
This was more of a nuisance than anything. They tried to remove the plate skeleton with the parts still in it, while lifting, the plate shifted and parts and plate slid off of the forklift destroying all of the slats in the catcher tank. Spent a couple of hours fishing out heavy parts, pulling out slat pieces and installing new slats. Preventable!



This hopper is over filled. You should only put in enough abrasive that will fit inside the tank. All abrasive should be easily pushed down inside. Overfilling will cause the plunger to not seat properly allowing air and abrasive to bypass and damage the plunger and the seat.
Pump was running hot and sometimes overheating. They had reduced cooling water flow. Inspected the heat exchanger and found this. Running city water or well water can cause the heat exchanger to fill up with crud. Preventable, yes if you run a closed loop chiller with good water and glycol.
Complaint: Machine stopped moving. Right side was bound up and giving servo errors. Pulled back the covers and found a rat's nest (top left). The rat left a piece of paper on the gear rack and it got caught up in the roller pinion and jammed the machine. Took 45 minutes using a small pick to remove all of the debris out of the roller pinion. Two days later the same thing happened and the rat had rebuilt the nest. Customer fixed it themselves and put out rat poison to kill the rat. Preventable, always have a good exterminator.



The bellows on this have collapsed. It may run but there is a big opportunity for dirt to get into the linear bearings and ballscrew causing more damage and higher replacement cost and repairs than replacing the bellows. The can also get caught up, get torn, cause damage to the cable track.
The "Former" operator poured a bucket of soapy water solution into the catcher tank. They had clean parts for a few days. Preventable!








Linear bearings were damaged from getting the abrasive and dirt in them. Not enough grease, too much grease or the wrong grease can cause damage as well. On this machine there is an automatic oiler and it uses standard SAE 30 oil for lubricating the bearings and ballscrew.
After several issues they had me come in every 6 months to clean and inspect both of their machines. Told them to spend 15 minutes once a week to blow the dirt off but they would not do it. They finally hired some new maintenance employees and had me train them.